Токарные обрабатывающие центры SKMC DL2500 (M), DL3000L (M)




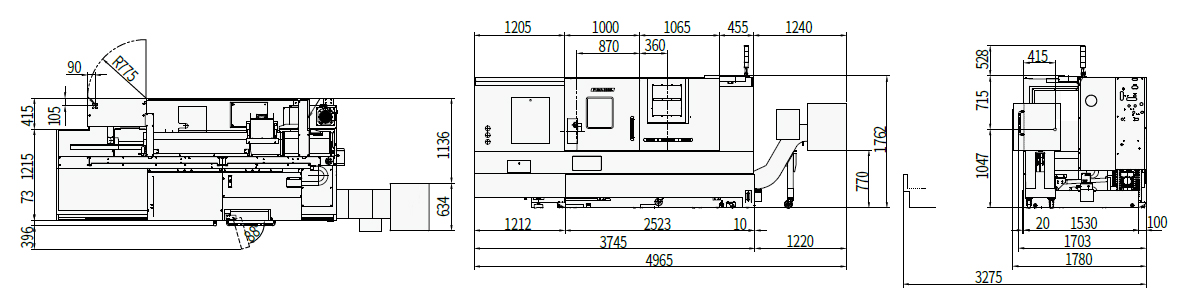
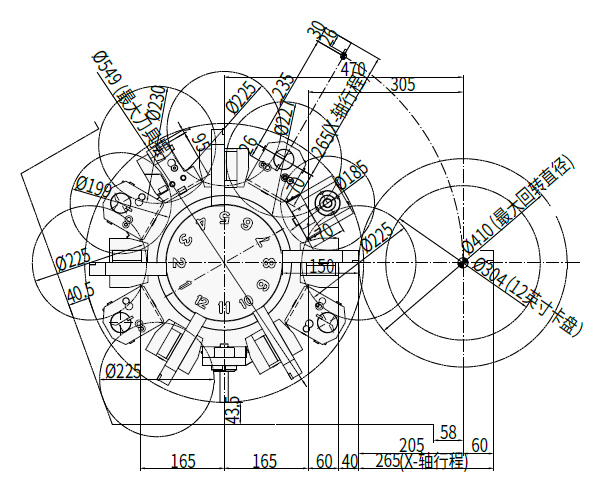
Ø обработки: 300 - 460 мм
РМЦ: 541 - 638 (1058) мм
Мощность: 15 / 18,5 кВт
Вес: 3500 - 4900 (5900) кг
- Цельнолитая наклонная станина 30˚
- Жесткие закаленные и шлифованные направляющие скольжения увеличенного сечения
- Мощный привод шпинделя через ремень с высоким крутящим моментом до 400 Нм
- Увеличенная мощность приводов подач по осям X – 1,8 кВт и Z - 3 кВт
- Возможность установки оси C
Токарные обрабатывающие центры SКMС серии DL предназначены для силовой, точной и производительной токарной обработки деталей типа тел вращения: валов, осей, фланцев, колец и т.д., при «тяжелых» режимах.
Токарные обрабатывающие центры SКMС серии DL применяются во всех отраслях машиностроительной индустрии, авиационно-космической промышленности и т.д.












* Изготовление деталей любой сложности по чертежам заказчика










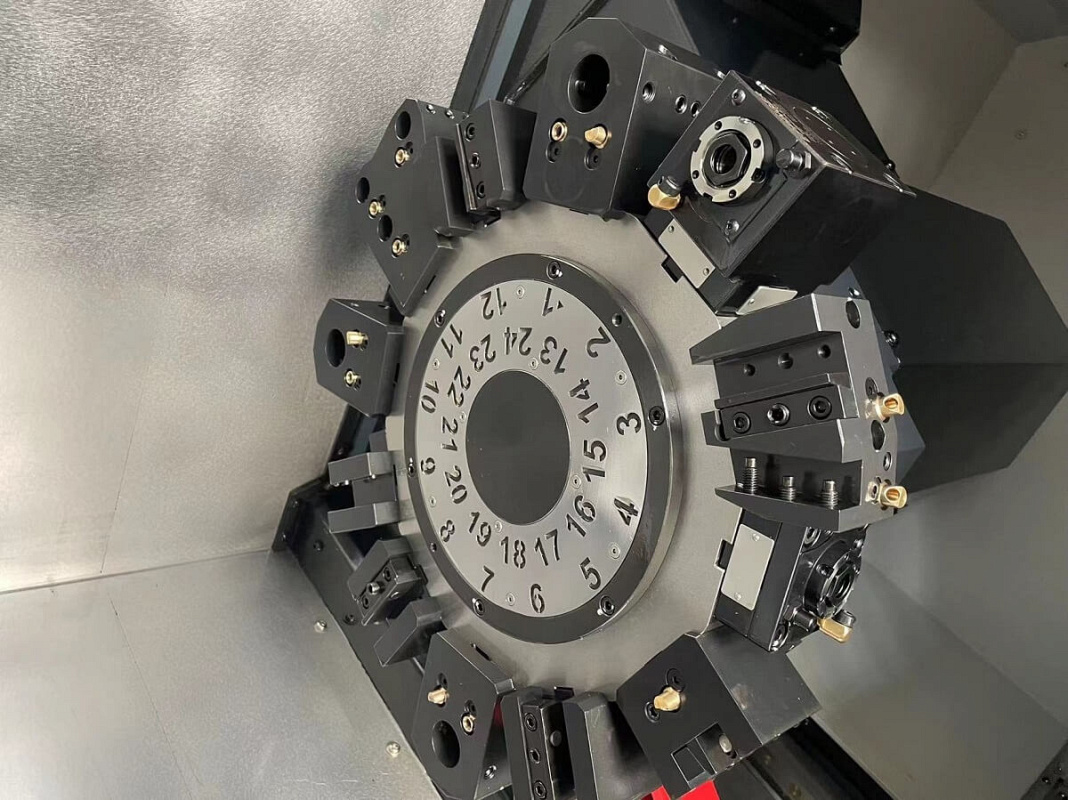
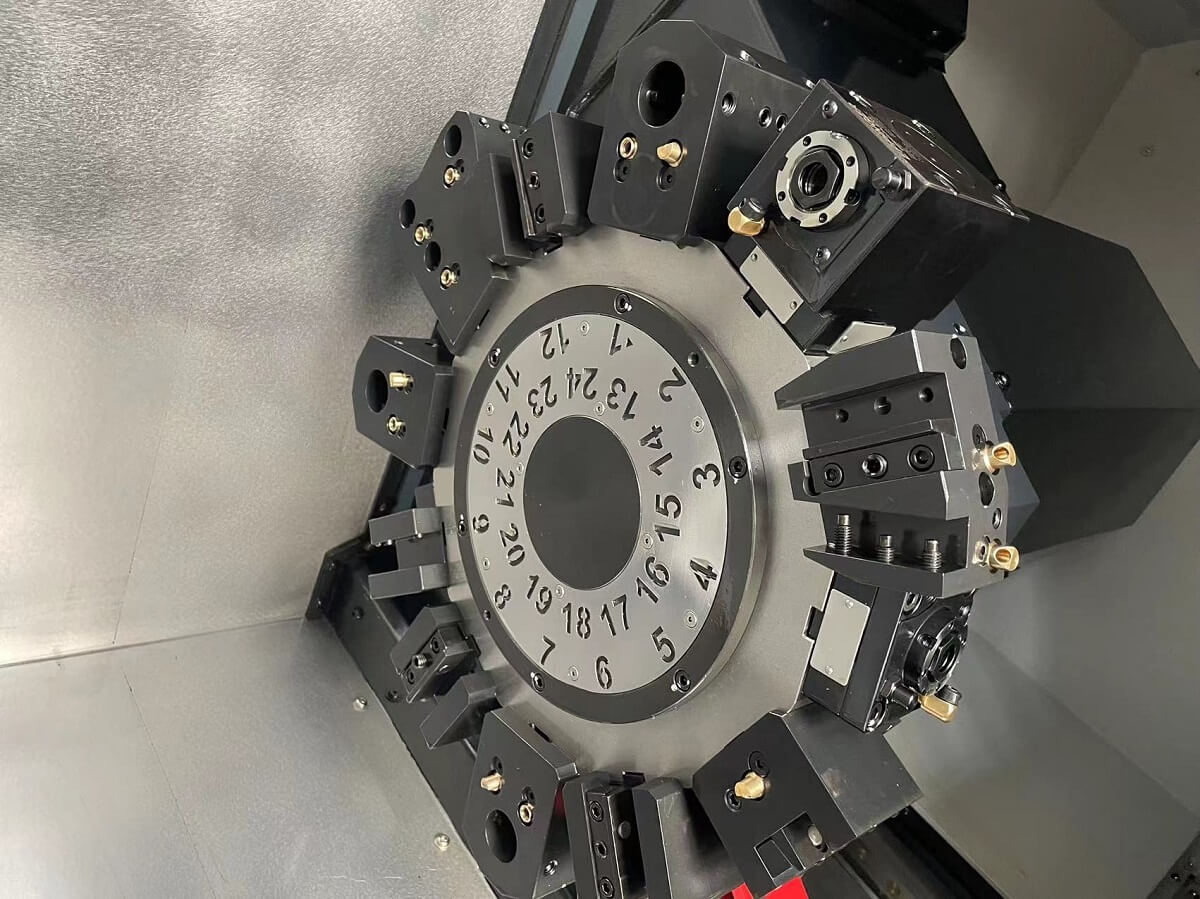
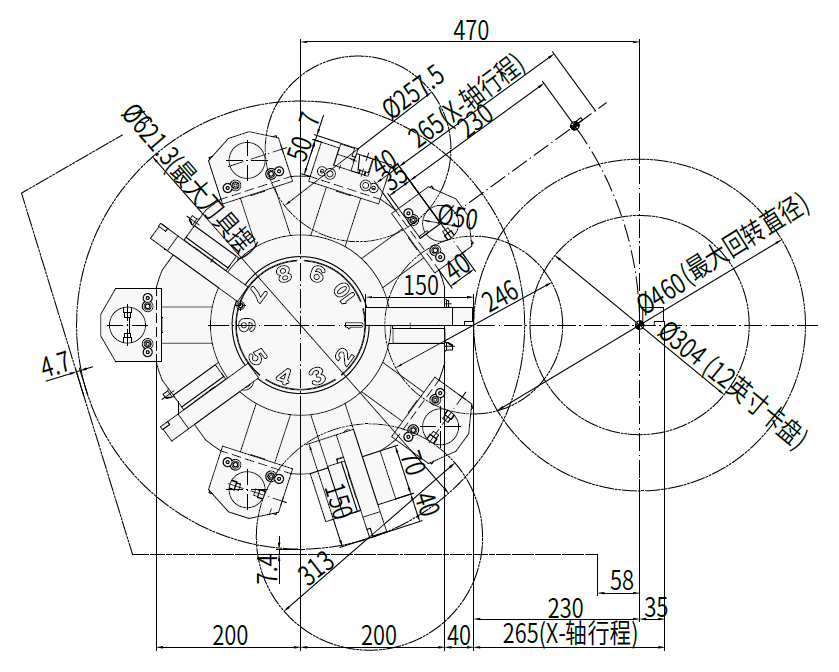
BMT45P может надежно зафиксировать инструмент на револьверной головке и обеспечивает высокую производительность обработки с помощью эффективной внутренней системы привода с повышенной жесткостью и высокой точностью. Стабильная производительность сохраняется даже при фрезерных операциях, требующих удлинения инструмента.
Коническая передача механизма привода инструмента имеет воздушно-масленое охлаждение, что снижает тепловые деформации и обеспечивает возможность работы приводным инструментом более длительное время, а также снижается шум.
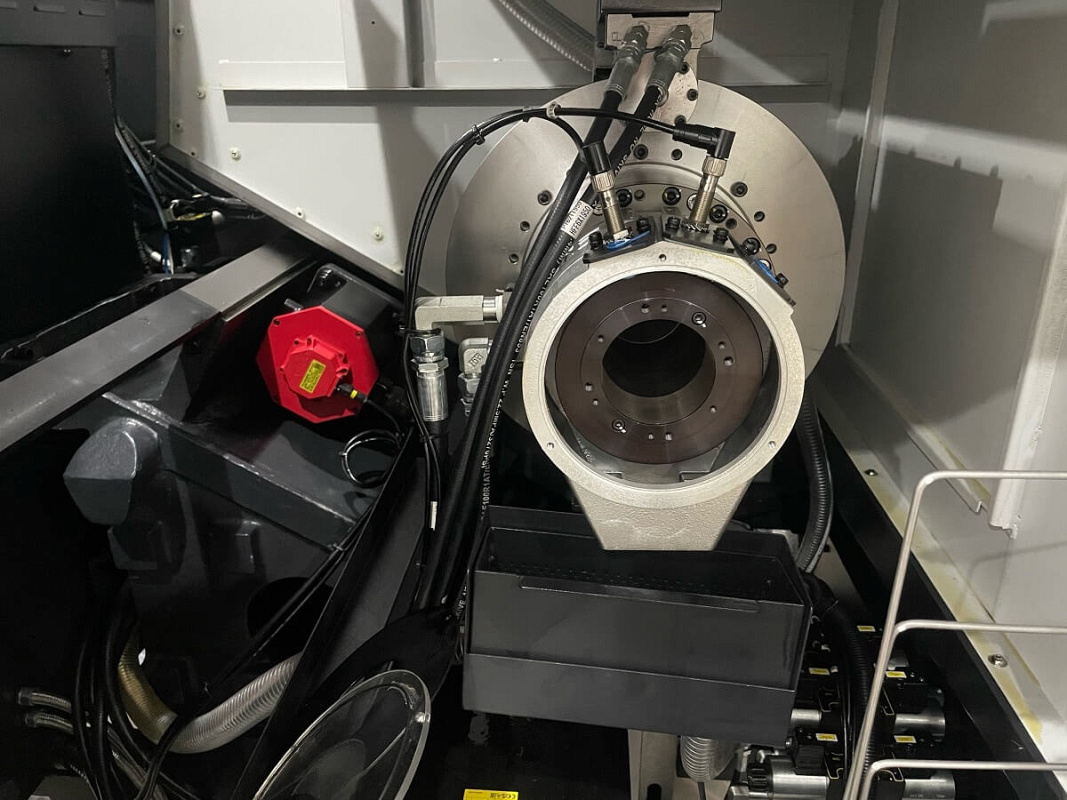
Шпиндельная бабка, отлитая из чугуна марки Meehanite, усиленная ребрами жесткости снаружи для увеличения площади, улучшает теплообмен. Для увеличения жесткости и КПД от двигателя в шпинделе применены два ряда шарикоподшипников и двойные упорные подшипники класса P4.
Цилиндрические роликовые подшипники имеют большую поверхность контакта, что обеспечивает наибольшую жесткость при больших нагрузках и превосходное качество поверхности деталей. Все подшипники шпинделя класса точности P4 постоянно смазываются консистентной смазкой.
Сборка шпинделей производится в термостатическом помещении. Шпиндель поддерживается двумя рядами цилиндрических роликовых подшипников в передней и задней частях, с двойным коническим подшипником между ними.

Оптимизированное проектирование конструкции станины с использованием компьютерного анализа 3D-моделирования (FEA).
Станина сконструирована таким образом, чтобы сводить к минимуму вибрацию во время процесса обработки, а также повышения его стабильность.
Цельнолитая станина, выполненная из чугуна марки Meehanite, оптимальный градус наклона станины (30º), а также направляющие качения обеспечивают высокую жесткость обработки, что положительно влияет на срок службы инструмента.
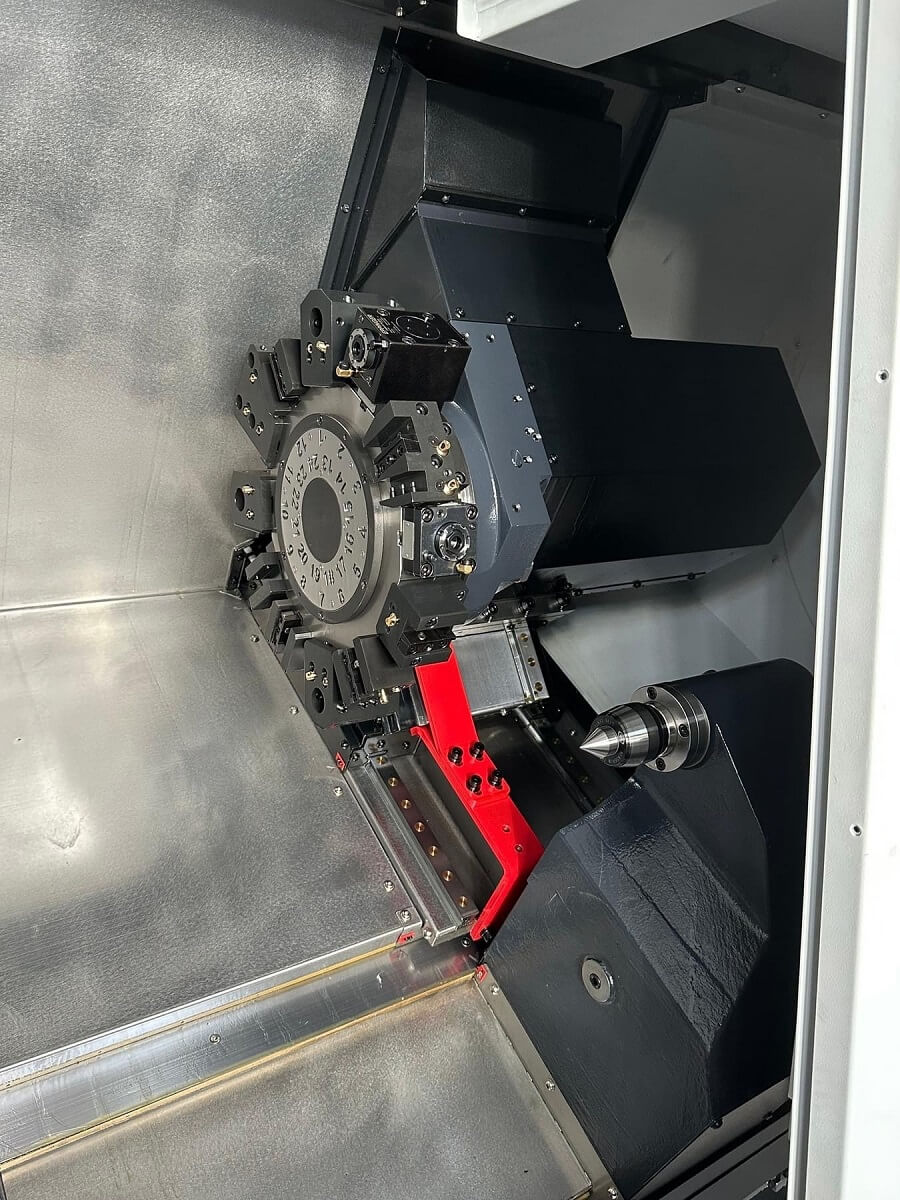
Задняя бабка повышенной жесткости перемещается по направляющим качения и позволяет точно фиксировать и поддерживать заготовки.
Пиноль позиционируется гидравлической системой программно с помощью М-команд или вручную со стойки ЧПУ.
Все направляющие качения обеспечивают высокую точность перемещений по осям X и Z.
Использование высокоточных направляющих обеспечивает плавное движение и значительно сокращает время простоя.
Направляющие закрываются телескопическими кожухами для предотвращения разрушающего воздействия СОЖ и стружки.
Подходит для полноценной обработки мелких и средних детали сложной формы без ручной переустановки. Применение фрезерных инструментов и управление по оси Y обеспечивает большую гибкость и облегчает высокоточную обработку сложных заготовок.
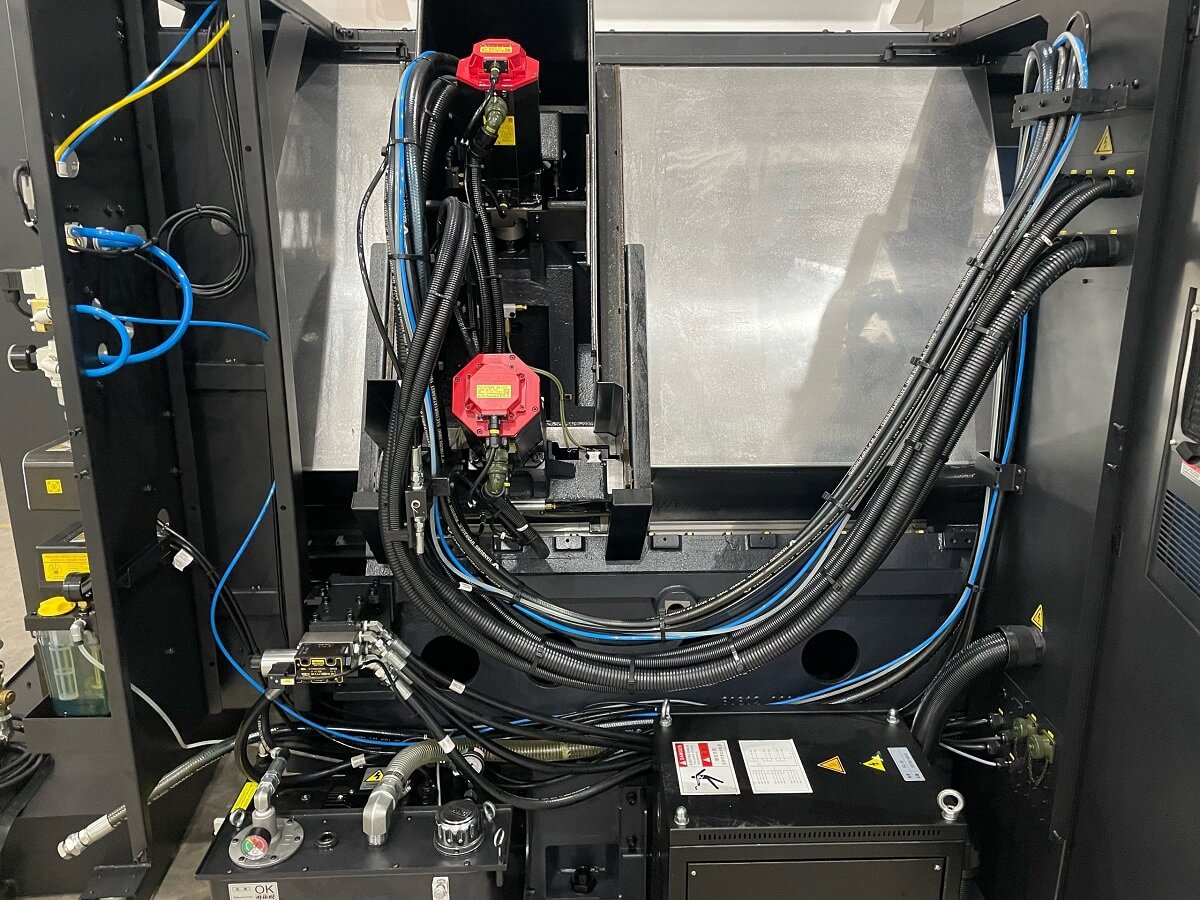
Обслуживание станка происходит быстро и позволяет оперативно реагировать на любые неисправности с удобным доступом к основным рабочим органам и агрегатам.
Защитные кожуха установлены для всех осей и при необходимости легко демонтируются для инспекции направляющих и приводов.
Для удобства обслуживания бак СОЖ выдвигается вперёд, а конвейер для стружки – вправо.
Это позволяет экономить площадь и более эффективно производить очистку бака и конвейера, нежели при других вариантах расположения.
Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором.
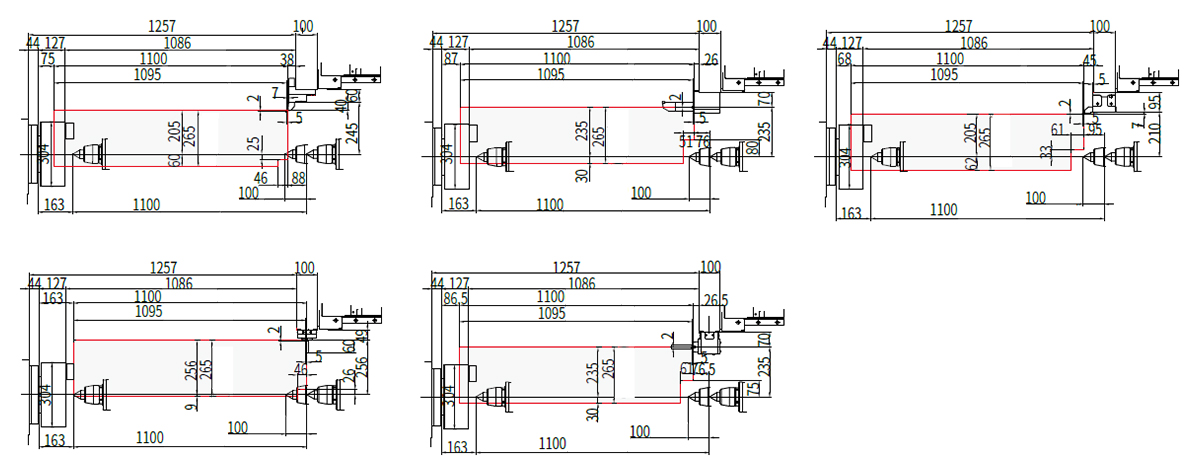
DL2500
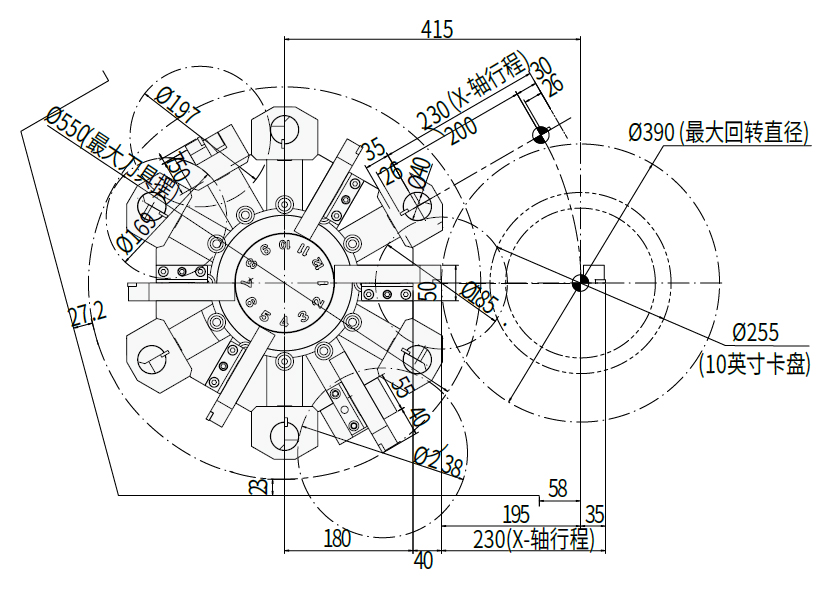
DL2500M
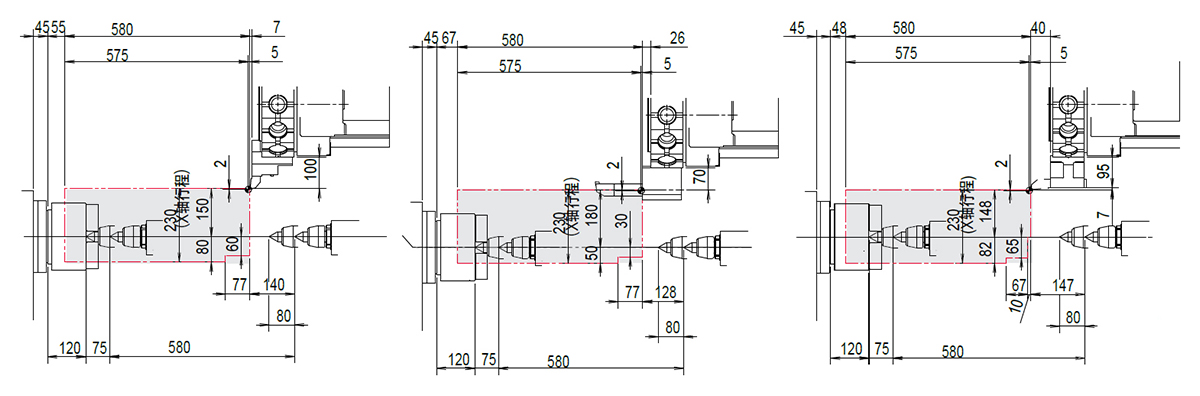
DL3000
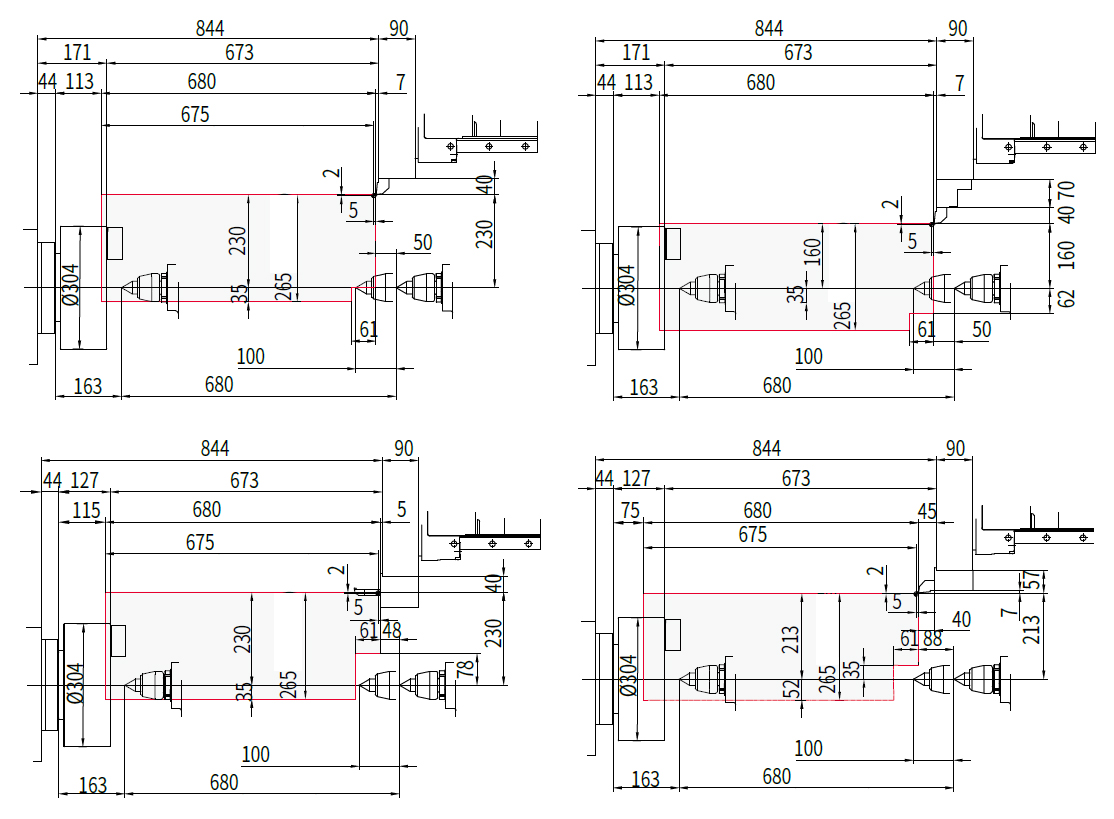
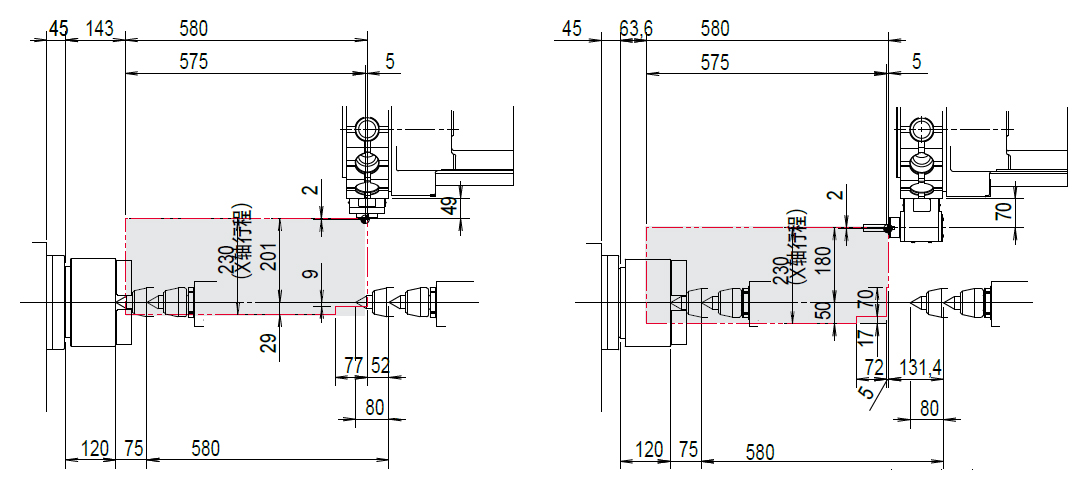
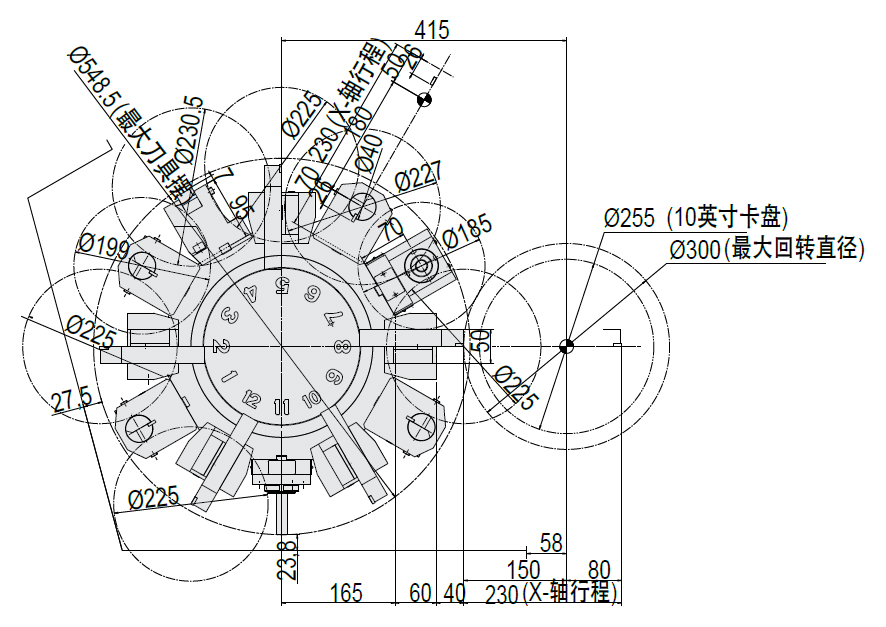
DL3000L
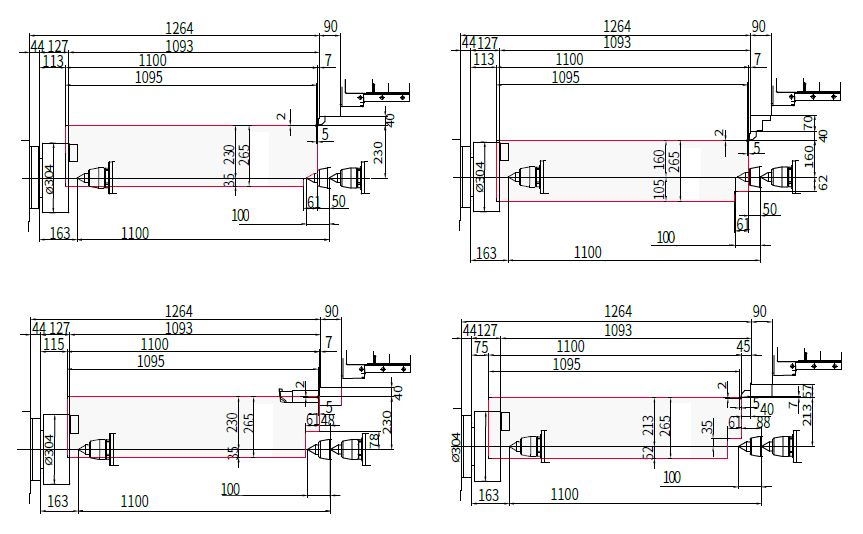
DL3000M
DL3000LM
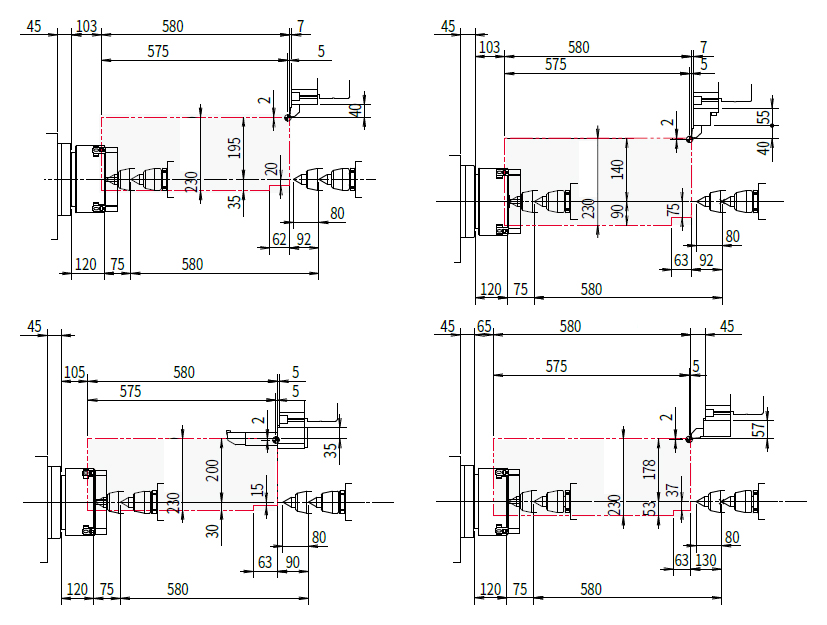
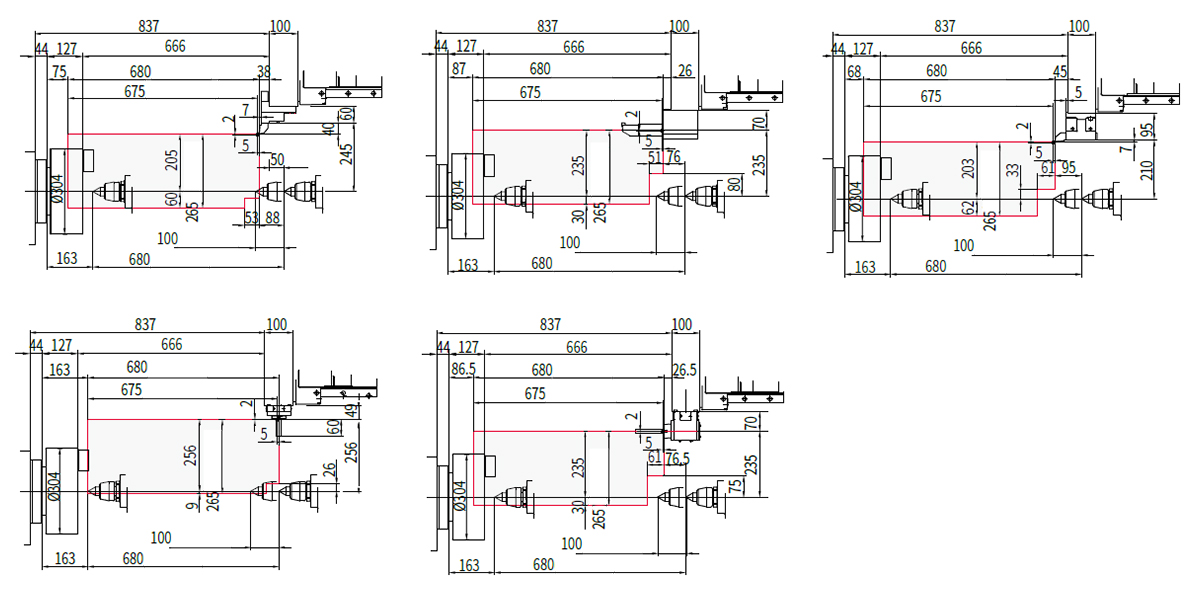
DL2500M
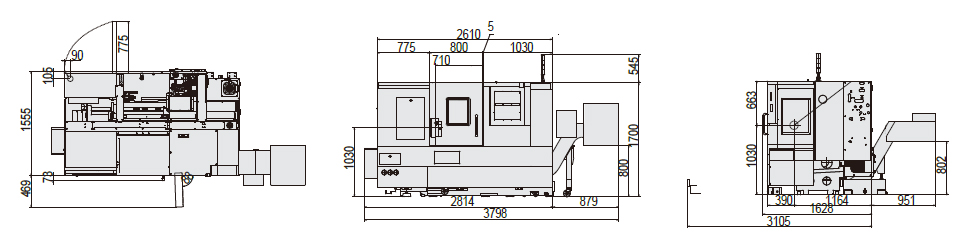
DL3000M
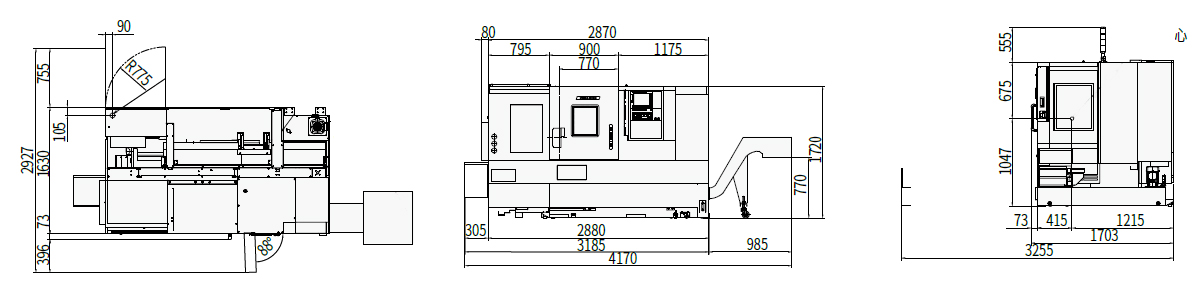
DL3000L(M)